




Description
This is a very fast setting adhesive of the titebond aliphatic resin range. It is Specifically formulated to provide short clamp time for oak and other ring-porous woods. It has excellent heat and solvent resistance and excellent durability for interior exposures. Excellent for Ash and Oak high volume production.
Features:-
- Excellent heat and solvent resistance
- Setting speed: medium
- Minimal or no joint creep
- Formaldehyde-free
- Superior performance history with interior furniture
- One component great for cold pressing and assembly
- 175.105 FDA compliant
- Low minimum use temperature
| Type | Aliphatic resin emulsion adhesive |
| State | Liquid |
| Colour | Yellow |
| Dried film | Yellow |
| Solids | 44% |
| Viscosity | 4,000 cps |
| Storage life | 12 minths in tightly closed containers at -6.6 °C |
| Weight per gallon | 4.08kg |
| Chalk temperature | N/A |
| Flashpoint | N/A |
| Freeze/thaw stability | Unstable |
| pH | 4.2-5.0 |
Application Guidelines:-
Edge or face gluing of solid lumber stock can present a unique challenge for adhesives. The adhesive must be rigid enough to withstand the applied stresses found under variable service conditions. Additionally, properly prepared adhesive joints are very important to successful gluing.
Moisture Content
Six to eight percent is the recommended moisture content for the gluing stock. High moisture content will dramatically increase the clamp time needed. Additionally, panel shrinkage may occur
resulting in stress cracks or end joint delamination.
Stock Preparation
The preparation of the stock to be glued is extremely important. Joints cut from rip saws should be free of saw marks. They should also be straight and square. Moulded or jointed stock should be free of knife marks. Glazed or burnished joints will prevent adhesive penetration and should be guarded against. When possible, glue joints should be prepared and glued the same day.
Tolerances
Gluing stock should be uniform in thickness. Variation in thickness should not exceed ±.005 inches. Sanding to thickness should be performed using higher than 50 grit abrasives. Bowing of staves used in edge gluing should be kept to a minimum, typically less than 1/16″ end to end.
Spread
Generally, 35-50 pounds of adhesive per 1,000 square feet of glue line is adequate. Conveyorized spreaders are commonly used in this application. The use of a wool felt sleeve on the spreader roll can aid in obtaining a desirable spread and reducing excess glue usage.
Assembly Time
Assembly time can vary greatly depending on the adhesive used, glue spread, porosity and moisture content of stock, environmental conditions, etc. A small bead of adhesive squeeze-out around the
perimeter of the bottom panel in the stack is desirable. Generally accepted assembly time is 5-10 minutes.
Pressure
Pressure is dependent upon the species or material to be glued and joint preparation. Direct contact of the gluing surfaces must be made to obtain maximum strength. Suggested pressures for various
wood densities are: low 100-150 psi; medium 125-175 psi; high 175-250 psi. Clamps for edge gluing should be spaced 8-12 inches apart and 2 inches from the end of the panel to evenly distribute pressure along the entire length of the glue line. The use of a compressometer will aid in accurately measuring the amount of pressure being applied to the gluing area.
Press Time
Press time is dependent on the adhesive used, gluing stock type, moisture content of the stock and environmental conditions. Typical press times range from 30 minutes to two hours. Press times should be determined under plant conditions. The speed of set indicator on Franklin Product Data Sheets is the best starting point for determining the time that should be allowed for pressing/clamping and assembly. As a general rule of thumb, the higher the number, the shorter the press/clamp and assembly time should be. The lower the number, the longer the press/clamp and assembly time can be.
Post Press Conditioning
After a minimum clamping period, the panel will develop enough handling strength to permit it to be removed from the press. An overnight cure is recommended prior to machining. A storage
period of 3-4 days may be required to eliminate sunken joints caused by residual moisture in the glue line.
Clean Up
To easily remove Franklin adhesive from your equipment while it is still wet, use water. Warm water will soften dried glue, however steam will soften it more rapidly. Cleaning clamps, jigs, press platens and fixtures is much easier if equipment is regularly coated with a glue release agent, wax or soap before using it.
These release agents prevent the adhesive from sticking to the equipment and will help dried glue to flake or chip off quickly and easily.
Technical Data:-
Additional Information
Model
Type
Wood Glue
SKU
9803357
Brand
Titebond
Size
19L
Technical - Main
Colour Name
Yellow
Dimensions
Product Weight (Net Weight)
21.1kg
Warranty
Warranty (Important for International Customers)
Warranty (Important for International Customers)
Important Warranty Notice for International CustomersPlease note that purchases made from outside Australia are undertaken at the customer’s own risk. Our product warranties are generally valid within Australia only. While we are happy to assist with warranty-related issues, the following conditions apply for international orders:Any warranty claim requires the item to be returned to us in Australia at the customer’s expense.If the claim is accepted, Beyond Tools will carry out the repair or replacement under the terms of the Australian warranty.Return shipping of the repaired or replacement item must also be paid by the customer.We do not cover international freight, import duties, or customs clearance costs.We strongly recommend that international customers consider this before purchasing. If you have any questions, please feel free to contact us before placing your order.
See Notes
Packaging + Shipping
Shipping Weight (Gross)
1.48kg
Product Specification Disclaimer
Product Specification Disclaimer
Product Specification Disclaimer
The specifications provided on our product pages are obtained from various manufacturers and third-party sources. While we strive to ensure that the information is accurate, we do not warrant or guarantee its accuracy, completeness, or timeliness. Therefore, we cannot be held liable for any errors, omissions, or discrepancies in the specifications provided.Please note that product specifications are subject to change by the manufacturers without notice. It is recommended to verify the specifications with the manufacturer or seller before making a purchase decision.In the event of any discrepancy between the product specifications on our website and the actual product, the latter shall prevail.We reserve the right to update, modify, or remove product specifications at any time without prior notice.
See Notes
Comparable Products Disclaimer
Comparable Products Disclaimer
Our product comparisons are based on our first-hand experiences and knowledge of models we've sold in the past. We aim to provide objective and accurate information to assist you in making informed decisions. We do not receive compensation for featuring products in our comparisons. For more details on our disclosure practices, please click here to view the full disclosure statement.
See Notes
Electrical Specifications (Important for International Customers)
Electrical Specifications (Important for International Customers)
Electrical Specifications (Important for International Customers)
Electrical Specifications (Important for International Customers)All power tools and machines sold by Beyond Tools are designed to operate on 230V / 50Hz electrical systems as standard in Australia.These products are supplied with Type I Australian power plugs.If you are purchasing from outside Australia, particularly from regions using 110V–120V systems (e.g., USA, Canada), you will require a step-up transformer or region-appropriate model.Please consult a qualified electrician before using voltage converters to ensure safe and correct operation.Disclaimer: Beyond Tools is not responsible for any damage, malfunction, or safety risks resulting from the use of products outside their intended voltage range or with incompatible electrical systems.
See Notes
What's Included

19L Supreme Titebond Wood Glue by Titebond
$0.00
Optional Accessories
Spare Parts
Payment & Security
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
hidden
You may also like
Shop All Sale
Save 47%


Liquid Laminate
15ml Bottle of Acrylic Liquid Laminate
Sale priceFrom $8.50
Regular price$15.95
In stock

Save 12%


Milwaukee
Milwaukee 18V 5.0Ah Battery REDLITHIUM™-ION M18B5
Sale price$175.00
Regular price$199.00
In stockSave 10%


Viking Arm
Viking Arm® Hand Held (One-Handed Assembly Tool) Jack Clamp - Each
Sale priceFrom $269.00
Regular price$299.00
In stockSave 20%

Midwest
Offset Aviation Snip 2Pce Set MWT6510C by Midwest *Limited Edition*
Sale price$99.95
Regular price$125.00
In stock, 76 unitsSave 5%


Kincrome
Kincrome 94Pce 1/2" Portable Workshop Tool Kit K1865
Sale price$529.00
Regular price$559.00
In stock
Save 8%
Leatherman
Leatherman Multi-Tool, 18 in 1 Plier Wave Plus YL832524
Sale price$239.00
Regular price$259.00
In stockSave 9%
Leatherman
Leatherman Multi-Tool, 20 In 1 ARC YL833076
Sale price$499.00
Regular price$549.00
In stockSave 27%

Oltre
Oltre Duct / Hose Adapter / Reducer Metal Fitting
Sale priceFrom $19.80
Regular price$27.00
In stockSave 12%


Rugged Xtremes
Rugged Xtremes X-Large Insulated Crib Bag RX05L124BK
Sale price$106.00
Regular price$119.95
In stockSave 47%

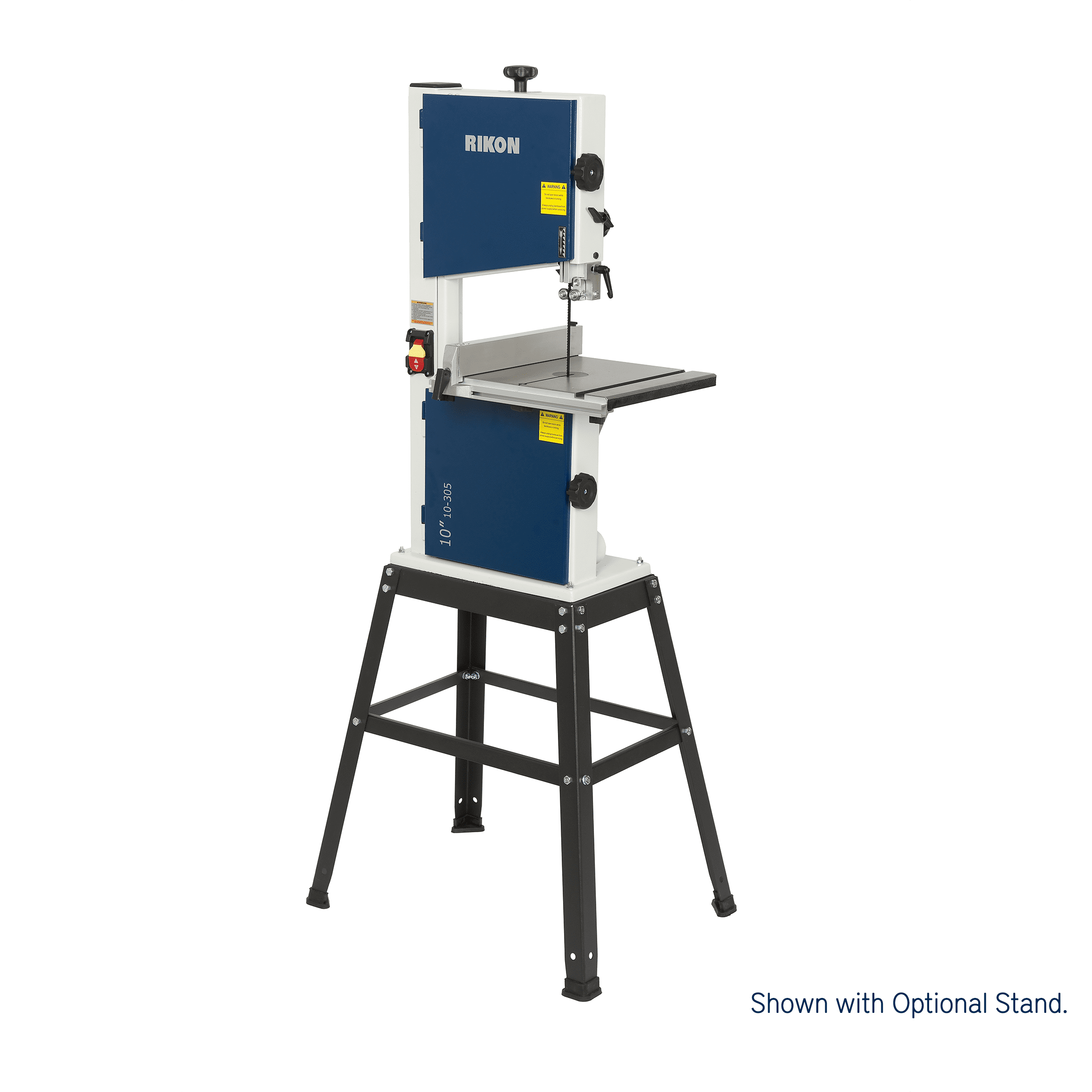
Rikon
Rikon 250mm (10″) Benchtop Bandsaw 0.33HP 240V 10-305
Sale price$369.00
Regular price$699.00
In stockSummer Essentials





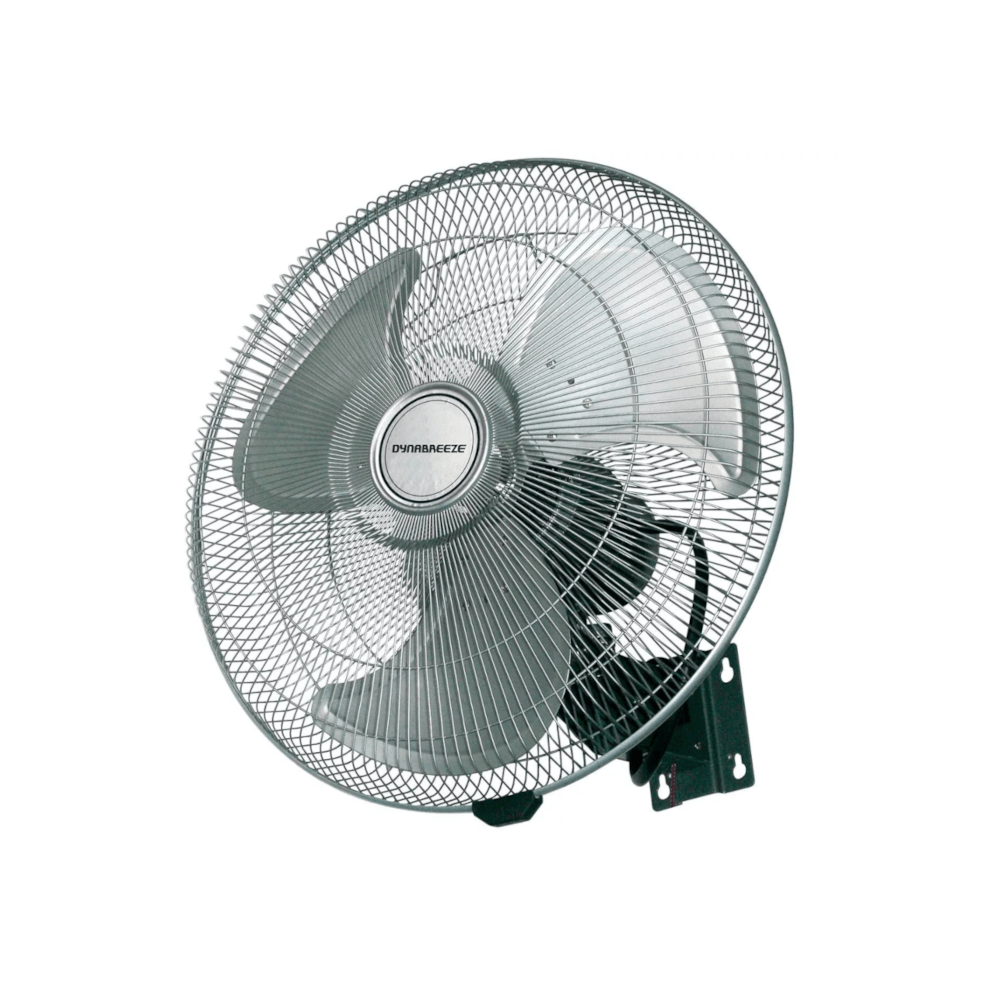
Dynabreeze
450mm (18") Heavy Duty Industrial Strength Wall Mount Fan FA-23181 by Dynabreeze
Sale price$159.00
In stock

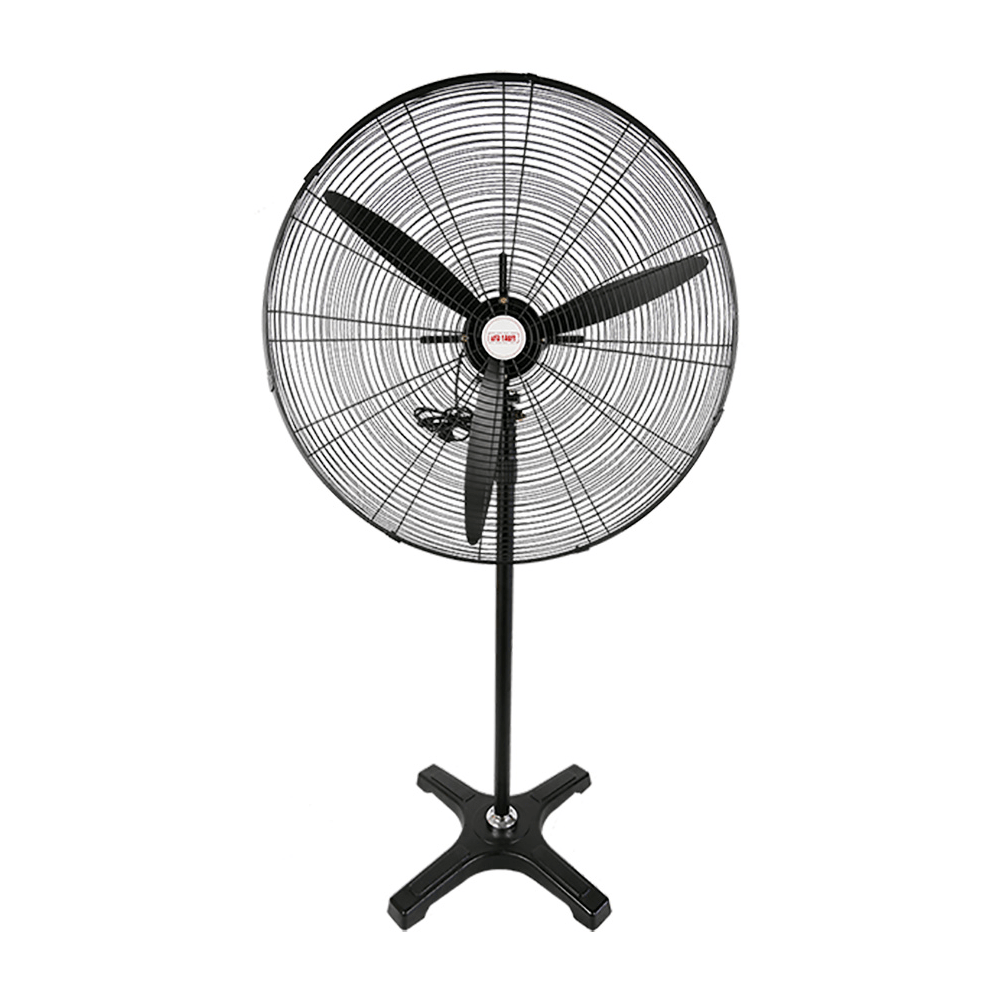


Save 10%

Dynabreeze
Dynabreeze 750mm (30") 280W Heavy Duty Industrial Strength Wall Mount Fan FA-23150
Sale price$269.00
Regular price$299.00
In stock






Shop Woodfast



Woodfast
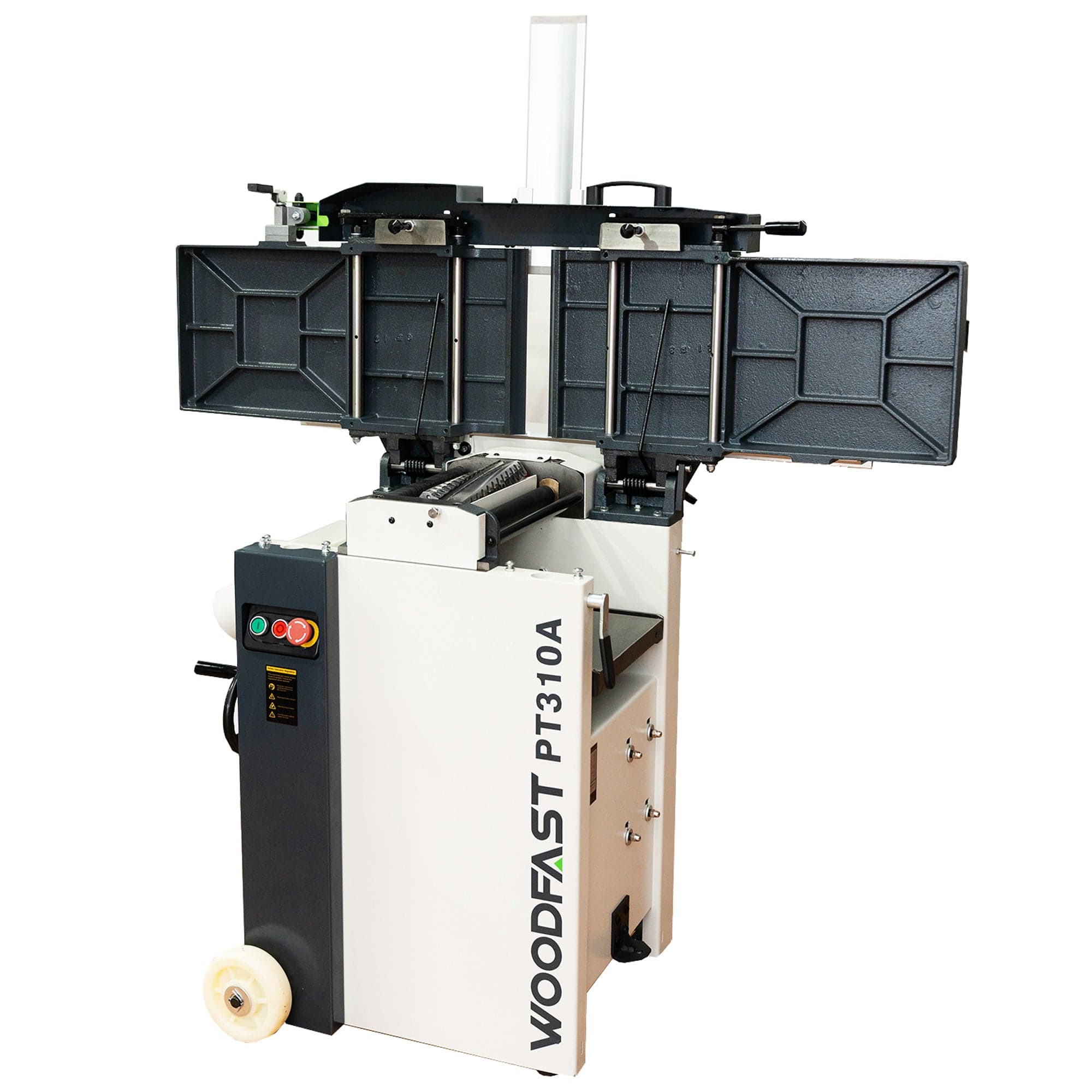
Woodfast 310mm (12") Combination Planer & Thicknesser with Spiral Head Cutter Block PT310A
Sale price$4,699.00
In stock

Woodfast
Woodfast 410mm (16") Combination Planer & Thicknesser with Spiral Head Cutter Block PT410A
Sale price$6,799.00
Re-stocking soon
Save 12%


Woodfast
Woodfast Premium 4Pce Woodturning Tool System & Carbide Insert Cutters WFT70-800
Sale price$219.00
Regular price$249.00
In stock
Woodfast
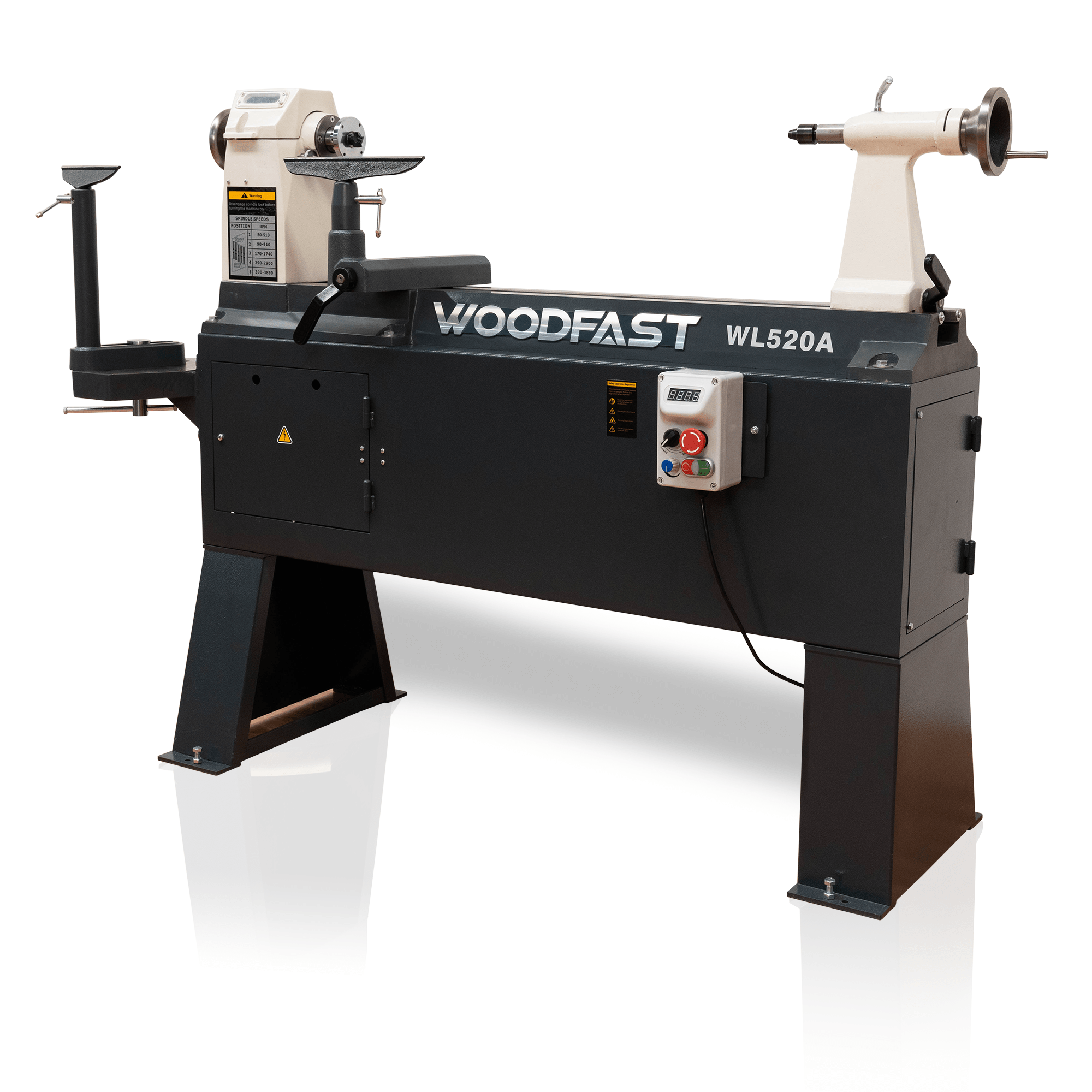
Woodfast 510mm (20") Swing x 915mm (36") Between Centres Heavy Duty Wood Lathe WL520A
Sale price$3,995.00
In stock



Woodfast
Woodfast 530mm (21") Thicknesser with Spiral Head Cutter Block TH530A *Superseded 2025 by TH530B with Touch Screen Display Panel*
Sale price$14,799.00
Only 1 unit left
Woodfast
Woodfast 315mm (12") 2.6m Sliding Panel Saw 3HP 240V & 5.5HP 415V PS315B
Sale priceFrom $11,500.00
Re-stocking soon


Woodfast
Woodfast 600mm (24") Professional (Industrial) Bandsaw 5.5HP 415V BS600A
Sale price$4,950.00
In stock

Woodfast
Woodfast 400mm (16") Thicknesser with Spiral Head Cutter Block TH410A
Sale price$5,799.00
In stock
Woodfast
Woodfast 500mm (20") Professional (industrial) Bandsaw 4HP 415V BS500A
Sale price$3,999.00
In stock

Woodfast
Woodfast 450mm (18") Deluxe Wood / Metal Bandsaw with Electronic Variable Speed 2.5HP 240V BS450A-EVS
Sale price$3,549.00
In stockShop Woodworking









Arbortech
Arbortech SpheroPlane™ (AU + UK) Carving Attachment with Sanding Kit SPP.FG.1000.00
Sale price$399.00
In stock

Hardware for Creative Finishes
Colour Coded Grit 300mm x 2m Abrasive / Sandpaper Emery Cloth Rolls MP01 | Assorted 6 Pack
Sale price$142.00
Re-stocking soon
Save 17%

Joseph Marples
Joseph Marples Trial 1 Range Rosewood Try Squares
Sale priceFrom $74.00
Regular price$89.00
In stock



Ironcore
Ironcore Nichrome Wire Replacement Pyrography Tips - Type GP1 (Standard) 10Pce
Sale price$50.00
In stock







